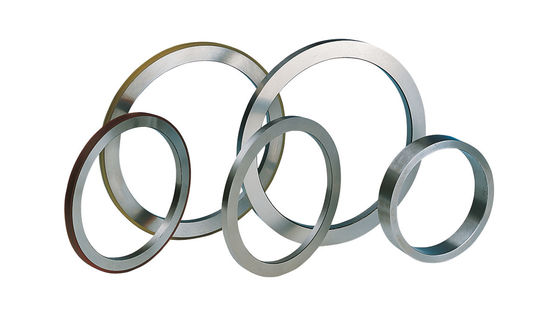
SENDA производит HRC55 вращающиеся лопатки для непрерывного продольного разреза листа, катушек и полос из нержавеющей стали.
Каждое лезвие настраивается в соответствии с классом нержавеющей стали, толщиной материала, прочностью на растяжение, скоростью резки, размерами борта и условиями машины.D2 и SKD11 доступны в качестве основных вариантов материала лезвия, с диапазоном твердости HRC 55-57.
Для применяемых размеров лезвия допустимость толщины может быть регулирована до ±0,001 мм, параллелизм до 0,002 мм и шероховатость полированной поверхности до Ra 0,1 мкм.
Основная информация о продукте
|
Положение
|
Спецификация
|
| Материал лезвия |
D2 / SKD11 |
| Твердость |
HRC 55 ̊57 |
| Размеры |
Настраивается по чертежам |
| МОК |
2 шт. |
| Продолжительность |
Около 35 дней |
| Опаковка |
Деревянный корпус |
| Перемешивание |
Доступно для зарубежных клиентов |
Обзор продукции
Клинки вращающегося резчика HRC55 устанавливаются на верхнем и нижнем боках резцов из нержавеющей стали.Клинты используют контролируемый горизонтальный просвет и вертикальное перекрытие для непрерывного разделения листов или катушек из нержавеющей стали на более узкие полоски.
Типичные приложения включают:
- Линии для резки катушек из нержавеющей стали
- Машины для резки листов из нержавеющей стали
- Производство лент из нержавеющей стали
- Сервисные центры по обработке металлов
- Прецизная обработка лент из нержавеющей стали
- Огранка краев из нержавеющей стали
- Системы резки с несколькими ножами
Конечный результат резки не зависит только от твердости, материала лезвия, точности размеров, геометрии резки, состояния борта,Конфигурация распределителя и параметры установки также должны соответствовать приложению..
Перед производством SENDA проверяет качество нержавеющей стали, толщину, прочность на растяжение, размеры лезвия и состояние машины.
Частые проблемы при резке нержавеющей стали
Слишком большие ребра
Чрезмерные отрывки могут быть связаны с неправильным горизонтальным просветлением, изношенными режущими краями, ошибками установки лезвия или выходом борта.
Толщина лезвия и параллельность также влияют на положение резки между верхним и нижним лезвиями.Размерные отклонения в отдельных лопатках и расстояниях могут накапливаться и изменять фактический просвет резки.
Следовательно, для контроля отрыва требуется оценка как лезвия, так и полной конфигурации инструмента.
Окрашивающее отделение
Разрыв лезвия не всегда происходит из-за недостаточной твердости.
Если жесткость слишком высока без достаточной жесткости, может возникнуть местное дробление при резке высокопрочной нержавеющей стали, работе с чрезмерным перекрытием лезвия или возникновении ненормального удара.
Если жесткость слишком низкая, износ режущего края и частота повторного измельчения могут увеличиться.
Таким образом, диапазон HRC 55 57 должен соответствовать термической обработке D2 или SKD11, прочности нержавеющей стали, толщине материала и нагрузке на машину.
Неравномерное изнашивание лезвия
Одностороннее или локализованное износ лезвия может быть связано с:
- Плоскость или параллельность лезвия
- Вытекание из борта
- Конфигурация толщины распределителя
- Состояние блокировки инструмента
- Неравномерная нагрузка
- Изменения толщины нержавеющей стали
- Неправильное соответствие между лезвием и заготовкой
Перед заменой лопастей также следует проверить борта, расстояния, кольца и условия установки.
Нестабильная ширина полосы
Изменения ширины полосы могут быть вызваны толщиной лезвия, точностью расстояния, расположением борта, блокировкой инструмента или отслеживанием материала.
Для линий с несколькими лопастями измерения должны охватывать всю сборку инструмента, а не только отдельные лопатки вращающегося лопатки.
Почему материал, твердость и точность лезвия должны соответствовать друг другу
HRC55 - не единственный фактор отбора
HRC55 указывает уровень твердости лезвия Rockwell, но он не может самостоятельно определить, подходит ли лезвие для конкретной линии резки из нержавеющей стали.
При выборе лезвия следует также учитывать:
- Нержавеющая сталь
- Толщина материала
- Прочность на растяжение или твердость
- Скорость резки
- Необходимая ширина полосы
- Внешний диаметр лезвия, внутренний диаметр и толщина
- Условия машины и борта
- Существующие проблемы с ржавчиной, трещинами или износом
D2 и SKD11 могут быть термообработаны в диапазоне HRC 55-57.Конечный материал и конфигурация тепловой обработки должны быть выбраны в соответствии с фактическими условиями эксплуатации.
Толерантность толщины влияет на сборку инструмента
Для применяемых размеров лезвия SENDA может контролировать допустимую толщину лезвия до ± 0,001 мм.
В комплекте инструментов с несколькими лезвиями толщина лезвия и разрыва определяет накопленную ширину инструмента.Чрезмерное накопленное отклонение может привести к изменению ширины полосы или разнице между фактическим и проектируемым расстоянием отрезки..
Значение ±0,001 мм не применяется к каждому диаметру и толщине. Окончательные допуски подтверждаются в зависимости от размеров лезвия и требуемой степени точности.
Параллелизм влияет на контакт лезвия
Для применяемых размеров лезвия параллелизм можно контролировать до 0,002 мм.
Отклонение от параллелизма может вызвать локализованный контакт, неравномерную нагрузку или несоответствующее износ режущего края.Контролируемая параллельность помогает поддерживать предполагаемое положение контакта между верхним и нижним лопатками.
Грубость поверхности влияет на трение и контакт
Стандартная поверхность тонкого грунта может достигать Ra 0,2 мкм.
Для применяемых размеров лезвия доступна полированная поверхность до Ra 0,1 мкм.
Необходимая поверхность должна быть выбрана в соответствии с требованиями к поверхности из нержавеющей стали, сцеплением материала, скоростью резки и условиями эксплуатации.
SENDA HRC55 Ротационный резчик лезвия
Настраивается в соответствии с чертежами и условиями работы
SENDA изготавливает крутящиеся лопатки HRC55 в соответствии с чертежами заказчика, физическими образцами или имеющимися размерами лопаток.
К персонализируемым элементам относятся:
- Внешний диаметр
- Внутренний диаметр
- Толщина лезвия
- Приспособление для пробоя
- Передовая геометрия
- Твердость
- Плоскость
- Параллелизм
- Грубость поверхности
- Защита от ржавчини
- Способ упаковки
Прежде чем начать производство, проверяют качество нержавеющей стали, диапазон толщины, прочность на растяжение, скорость резки и состояние машины.
Материальные варианты D2 и SKD11
D2 и SKD11 - это сталь для инструментов холодной обработки, используемая для резки металлов.
Окончательный выбор материала зависит от:
- Прочность нержавеющей стали
- Толщина материала
- Нагрузка на режущий край
- Ожидаемый режим износа
- Риск разрыва
- Требования к перемешиванию
- Условия резки
Указанное на этой странице значение HRC 55 ≈ 57 является доступным диапазоном твердости лезвия.
Точная шлифовка и контроль размеров
SENDA контролирует следующие элементы в соответствии с размерами лезвия и утвержденным чертежом:
- Толщина лезвия
- Плоскость
- Параллелизм
- Размеры отверстий
- Концентричность или радиальный отток
- Состояние передовых технологий
- Грубость поверхности
Для применяемых размеров лезвия:
- Толерантность толщины может достигать ± 0,001 мм
- Параллельность может достигать 0,002 мм
- Стандартная шероховатость поверхности может достигать Ra 0,2 мкм
- Грубость полированной поверхности может достигать Ra 0,1 мкм
Полная поддержка режущего инструмента
В дополнение к вращающимся лопаткам, SENDA может предоставить соответствующие компоненты инструментов в соответствии с требуемой шириной ленты, методом очистки материала и структурой машины.
Доступные компоненты включают:
- Промежутки из стали
- Шиммы
- Ринглы из ПУ
- Резиновые кольца
- Сепараторные кольца
- Степнистые кольца
Клинки, расстояния и компоненты для отделки должны быть сконфигурированы как полная система инструментов для уменьшения несовместимости размеров и нестабильного отделки материала.
Технические спецификации
|
Параметр
|
Спецификация
|
| Наименование продукта |
HRC55 Ротационные лопатки для резки |
| Применение |
Листы, катушки и ленты из нержавеющей стали |
| Материал лезвия |
D2 / SKD11 |
| Твердость |
HRC 55 ̊57 |
| Внешний диаметр |
Настраивается по чертежу |
| Внутренний диаметр |
Настраивается в соответствии с размерами борта |
| Толщина лезвия |
Настраивается в соответствии с конфигурацией инструмента |
| Толерантность толщины |
До ± 0,001 мм для применяемых размеров лезвия |
| Параллелизм |
До 0,002 мм, в зависимости от размеров |
| Плоскость |
Контролируется в соответствии с требованиями к диаметру лезвия, толщине и рисунку |
| Толерантность к скуке |
Согласно утвержденному чертежу и посадке на борт |
| Концентричность / радиальное течение |
Согласно утвержденным данным чертежа и проверки |
| Стандартная грубость поверхности |
Ra 0,2 мкм |
| Грубость полированной поверхности |
До Ra 0,1 мкм для применяемых размеров лезвия |
| Геометрия краев |
Настраиваемая в соответствии с применением резки |
| Производственная база |
Рисунок, образец или имеющиеся размеры лезвия |
| Соответствующие инструменты |
Промежуточные кольца, кольца из полиэтиленового сплава, кольца из резины и кольца для стриптизеров |
| МОК |
2 шт. |
| Продолжительность |
Около 35 дней |
| Стандартная упаковка |
Деревянный корпус |
| Служба перемешивания |
Доступно для зарубежных клиентов |
| Сертификация |
ISO 9001 |
| Страна происхождения |
Китай |
Примечание:Перечисленные значения точности не применяются к каждому размеру лезвия.Окончательные допустимые значения и критерии проверки подтверждаются в зависимости от диаметра лезвия, толщины, материала и утвержденного чертежа.
Приложения для резки нержавеющей стали
Клинки вращающегося резака HRC55 используются для продольного резания листов, катушек и полос из нержавеющей стали.
Конфигурация лезвия должна быть выбрана в соответствии с конкретным классом нержавеющей стали и условиями эксплуатации.
Различные сорта нержавеющей стали могут иметь различные:
- Прочность на растяжение
- Поведение, усиливающее работу
- Требования к поверхности
- Требования к резке краев
- Риски обломков и износа
Общее описание "нержавеющая сталь" не является достаточным для окончательного выбора лезвия.
Как работают HRC55 Rotary Slitter Blades
Ротационные лопатки обычно устанавливаются парами на верхнем и нижнем бортах.
По мере прохождения нержавеющей стали через машину верхние и нижние лезвия создают непрерывное стрижение посредством контролируемого горизонтального просвета и вертикального перекрытия.
На окончательное состояние резки влияют:
- Материал и твердость лезвия
- Состояние передовых технологий
- Горизонтальный просвет
- Вертикальное перекрытие
- Точность балкона
- Параллелизм лезвия
- Конфигурация толщины распределителя
- Устройство стриптизерского кольца
- Толщина материала
- Прочность на растяжение
- Скорость производственной линии
Не следует применять одно и то же фиксированное отношение прозрачности для каждого сорта нержавеющей стали.
Горизонтальный просвет должен быть выбран в соответствии с классом нержавеющей стали, толщиной материала, прочностью на растяжение, требуемым состоянием края и состоянием машины.
Недостаточный просвет может увеличить нагрузку на резку, риск износа и обломков.
Как выбрать правильное ножцо HRC55
Подтвердите материал из нержавеющей стали
Укажите, пожалуйста:
- Нержавеющая сталь
- Серия SUS
- Состояние материала
- Прочность на растяжение
- Прочность или твердость
Качество и прочность материала влияют на материал лезвия, твердость, геометрию краев и просвет резки.
Подтвердить толщину материала
Укажите, пожалуйста:
- Нормальная рабочая толщина
- Минимальная толщина
- Максимальная толщина
- Изменяется ли толщина во время производства
Толщина материала влияет на нагрузку лезвия, размеры, просвет и требования к перекрытию.
Подтвердите размеры лезвия
Рекомендуемая информация включает:
- Внешний диаметр
- Внутренний диаметр
- Толщина лезвия
- Ключевой путь или конструкция крепления
- Передовая геометрия
- Существующий материал лезвия
- Существующая твердость лезвия
При отсутствии чертежа, покупатель может предоставить фотографии, размеры или физические образцы существующих лопастей.
Подтвердить параметры машины и производства
Укажите, пожалуйста:
- Модель режущей машины
- Размеры лифтов
- Скорость резки
- Необходимая ширина полосы
- Количество лопастей в каждом наборе инструментов
- Способ блокировки инструмента
- Существующая конфигурация расстояния и кольца снятия
Клинки должны быть сочетаны с ремнями и полной системой инструментов. Они не должны производиться с использованием только информации о внешнем диаметре и внутреннем диаметре.
Опишите существующие проблемы с разрезанием
Пожалуйста, объясните любые текущие проблемы, в том числе:
- Чрезмерные высыпания
- Осколочные фрагменты
- Частое повторное измельчение
- Неравномерное износ верхней и нижней части лезвия
- Нестабильная ширина полосы
- Подразненные поверхности из нержавеющей стали
- Сцепление материала
- Удаление неустойчивого материала
SENDA может проверить, следует ли совместно регулировать лопатки, просвет, расстояния, борта и условия установки.
Производственный процесс
Производственный путь для лопастей вращающегося резака HRC55 определяется в зависимости от материала, размеров, конструкции и требований к точности лопастей.
Типичный процесс включает:
- Просмотр чертежа и заявки
- Выбор материала для лезвия
- Проверка сырья
- Изготовление или ковка в пробках
- Тепловая обработка и закаливание
- Работа с помощью станков с ЧПУ
- Внутреннее и внешнее обработки
- Точная поверхностная шлифовка
- Отработка режущих линий
- Мелкое измельчение или полировка
- Демагнитизация и предотвращение ржавчины
- Заключительная проверка
- Деревянная упаковка
Тонкие лезвия, лезвия большого диаметра и специальная геометрия краев могут требовать различного управления во время тепловой обработки и шлифования.
Инспекция и контроль качества
SENDA была основана в 1998 году и насчитывает более 100 сотрудников.
В зависимости от заказа и утвержденного чертежа, пункты проверки могут включать:
- Материал лезвия
- Твердость
- Внешний диаметр
- Внутренний диаметр
- Толщина лезвия
- Плоскость
- Параллелизм
- Концентричность или радиальный отток
- Грубость поверхности
- Состояние передовых технологий
- Поверхностные царапины
- Обрезка и отрезки
- Маркировка продукта
- Защита от ржавчини
- Состояние упаковки
Требования к окончательной инспекции основаны на утвержденном чертеже, заказе и техническом соглашении.
Зарубежная служба перемешивания
SENDA предоставляет услуги по перемешиванию для клиентов за рубежом.
Перед перемельчением используемые лезвия оцениваются на предмет:
- Современная одежда
- Глубина отщепления
- Остальные размеры лезвия
- Состояние материала и твердости
- Предыдущая история повторного измельчения
- Плоскость и параллельность
- Трещины или аномальное повреждение
Когда лезвия остаются пригодными для повторного шлифования, SENDA может осуществлять восстановление края, точное шлифование, повторную инспекцию размеров, предотвращение ржавчины и переупаковку.
Не все использованные лезвия могут быть перемолочены, но лезвия с глубокими трещинами, недостаточными оставшимися габаритами или повреждениями конструкции могут потребоваться замены.
Упаковка, MOQ и доставка
Минимальное количество заказов
Минимальное количество заказов:
2 шт.
Это поддерживает спецификации на заказ, подтверждение образцов и требования к замене небольших партий.
Продолжительность
Стандартное время выполнения задания:
Около 35 дней
Окончательное время доставки зависит от материала лезвия, размеров, количества, пути тепловой обработки и требований точности.
Стандартная упаковка
Стандартная упаковка - деревянный корпус.
Приготовление упаковки обычно включает:
- Чистка лезвия
- Защита от ржавчини
- Защита от резки
- Индивидуальное или слойное крепление
- Внутренняя деревянная арматура корпуса
- Проверка внешней маркировки
Способ упаковки регулируется в зависимости от размеров лезвия, веса и количества заказов.
Частые вопросы
Подходит ли HRC55 для каждого применения для резки нержавеющей стали?
Нет, нет, нет.
HRC55 является одним из требований к твердости лезвия, которое также должно быть оценено вместе с материалом лезвия, классом нержавеющей стали, толщиной материала, прочностью на растяжение, скоростью резки и риском ломания.
Как мне выбрать между D2 и SKD11?
Как D2, так и SKD11 могут использоваться для резки металлов.
Окончательный выбор зависит от прочности нержавеющей стали, толщины, нагрузки на резку, ожидаемого способа износа, риска измельчения и требований к повторному измельчению.
SENDA подтверждает конфигурацию материала и термической обработки после проверки условий эксплуатации.
Может ли SENDA производить лезвия по чертежам?
- Да, это так.
SENDA может изготавливать лопатки для вращающегося резака в соответствии с чертежами заказчика, имеющимися размерами лопаток или физическими образцами.
На чертежах предпочтительно должны быть указаны внешний диаметр, внутренний диаметр, толщина, допустимые отклонения, геометрия краев и требования к материалам.
Какую точность может предоставить SENDA?
Для применяемых размеров лезвия:
- Толерантность толщины может достигать ± 0,001 мм
- Параллельность может достигать 0,002 мм
- Стандартная шероховатость поверхности может достигать Ra 0,2 мкм
- Грубость полированной поверхности может достигать Ra 0,1 мкм
Окончательная точность подтверждается в соответствии с размерами лезвия и требованиями к чертежу.
Может ли SENDA поставлять распределители и кольца для раздевания?
- Да, это так.
SENDA может предоставить стальные распределительные устройства, щипы, кольца из ПУ, резиновые кольца, сепараторные кольца и кольца для резки стальных инструментов для полных конфигураций.
Предлагает ли SENDA перемешивание для зарубежных клиентов?
- Да, это так.
Перед повторным измельчением лопатки должны быть оценены на предмет износа, отломки, оставшихся размеров, состояния материала и предыдущей истории повторного измельчения.
Какая информация требуется для предложения?
Укажите, пожалуйста:
- Нержавеющая сталь
- Диапазон толщины материала
- Прочность на растяжение или твердость
- Скорость резки
- Необходимая ширина полосы
- Внешний диаметр лезвия, внутренний диаметр и толщина
- Модель режущей машины
- Рисунок или образец
- Существующий материал лезвия
- Нынешние проблемы резки
- Необходимое количество
- Требования к соответствующему оборудованию
Информация по запросу
Для рассмотрения заявки и предложения, пожалуйста, укажите:
- Нержавеющая сталь
- Минимальная и максимальная толщина материала
- Прочность на растяжение или твердость
- Скорость резки
- Необходимая ширина полосы
- Остров OD × ID × толщина
- Модель режущей машины и размеры борта
- Существующий материал и твердость лезвия
- Проблемы с текущим выщелачиванием, отломками или износом
- Необходимые распределители, щипцы, кольца из ПУ или кольца для стриптизёров
- Рисунок, фотографии или информация о образцах
- Необходимое количество

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!