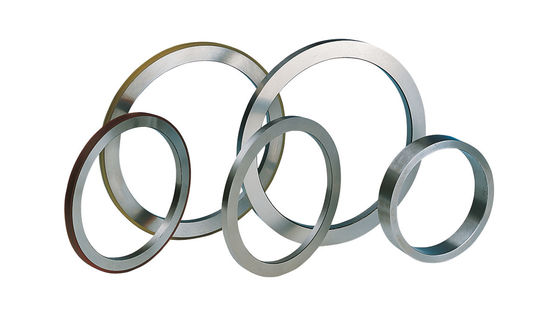
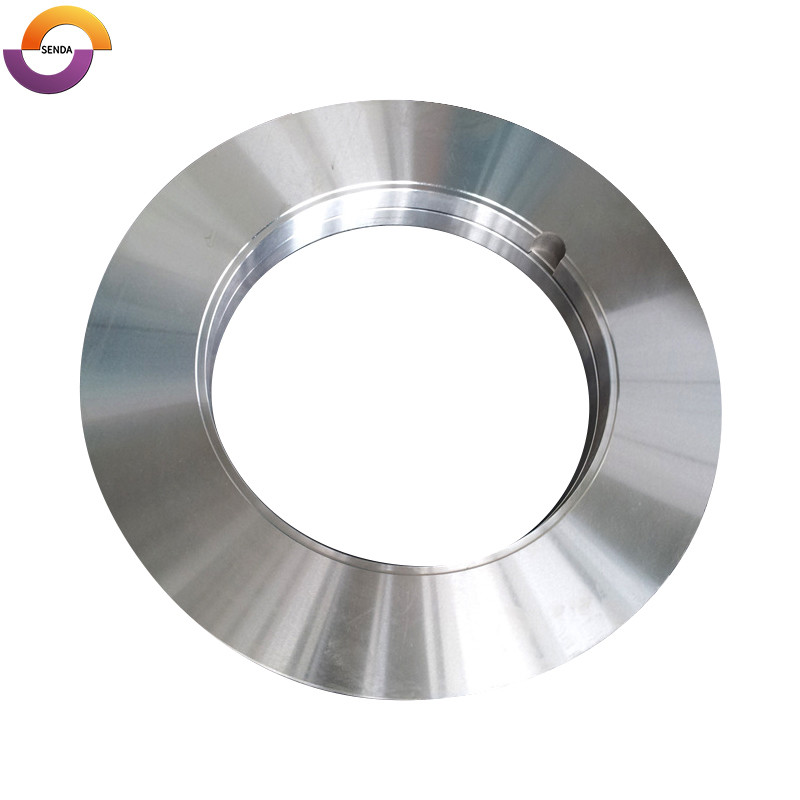
Роторные ножи SENDA предназначены для продольной резки охлажденной горячекатаной стали в рулонах, листах и полосах. Лезвия установлены на верхней и нижней оправках линии продольной резки. Контролируемый горизонтальный зазор и перекрытие лезвий используются для непрерывной резки широкого рулона стали на более узкие полосы.
Лезвия могут быть изготовлены по индивидуальному заказу в соответствии с техническими чертежами, существующими размерами лезвий или физическими образцами. Материал лезвия, твердость, точность размеров и вспомогательный инструмент выбираются в зависимости от толщины горячекатаной стали, прочности на разрыв, скорости резки, состояния станка и текущих проблем резки.
Основные характеристики продукта
|
Параметр
|
Спецификация
|
| Название продукта |
Роторные лезвия для продольной резки |
| Другие имена |
Лезвия для резки рулонов, ножи для круглой продольной резки, вращающиеся ножи для резки |
| Приложение |
Продольная резка рулонов, листов и полос горячекатаной стали. |
| Толщина резки |
0,1–24 мм |
| Доступные материалы |
ЛС7, ЛС6, ЛС13, СКД11, HSS, СД-51, СД-56, Д2, Кр12Мов |
| Твердость инструментальной стали |
HRC 62–64 для применимых спецификаций инструментальной стали. |
| Максимальный внешний диаметр |
600 мм |
| Пример размера |
6,000″ наружный диаметр × 3,000″ внутренний диаметр × 0,375″ T |
| Допуск внутреннего диаметра |
+0,02 мм |
| Концентричность |
≤0,02 мм |
| Допуск по толщине |
До ±0,001 мм, в зависимости от диаметра лезвия |
| Стандартная шероховатость поверхности |
Ра 0,2 мкм |
| Шероховатость полированной поверхности |
До Ra 0,1 мкм для соответствующих размеров |
| Эталонная скорость для отрасли тонких толщин |
Примерно до 305 м/мин |
| Кастомизация |
По чертежам, размерам или образцам |
| минимальный заказ |
2 шт. |
| Срок поставки |
30–35 дней |
Указанный примерный размер не является фиксированной стандартной спецификацией. Окончательный внешний вид, внутренний диаметр, толщина, материал, твердость и допуски изготавливаются в соответствии с утвержденным чертежом и фактическими условиями резки.
Применение резки горячекатаной стали
Эти вращающиеся ножи для продольной резки в основном используются в:
- Резка рулонной горячекатаной стали
- Резка горячекатаного стального листа
- Производство горячекатаного узкополосного проката
- Центры обработки рулонной стали
- Сервисные центры стали
- Обрезка кромок горячекатаного листа
- Непрерывные многоножевые линии продольной резки
Этот продукт предназначен для горячекатаной стали, прошедшей процесс прокатки и остывшей. Он не предназначен для раскаленной резки стали, горячей летучей резки или высокотемпературной резки на длины на линии горячей прокатки.
Распространенные проблемы при продольной резке горячекатаной стали
Толщина, прочность, окалина поверхности и режущая нагрузка горячекатаной стали влияют на выбор материала лезвия, твердость и параметры оснастки. Неправильная конфигурация лезвия или инструмента может привести к:
|
Распространенная проблема
|
Типичный результат
|
| Чрезмерные заусенцы |
Сплошные или локализованные заусенцы вдоль кромки разреза. |
| Деформация края |
Прокатанные, сжатые или деформированные края полосы |
| Откалывание лезвия |
Локализованные сколы, микротрещины или повреждения кромок |
| Быстрый износ лезвия |
Быстрое притупление кромки и более частая переточка |
| Неравномерный износ лезвия |
Разная степень износа между верхними, нижними и соседними лезвиями. |
| Изменение ширины |
Изменение размеров готовых полос |
| Нож заклинивания |
Помехи во время установки или эксплуатации лезвия |
| Нестабильная зачистка |
Трудности с направлением или разделением прорезанных полосок. |
Эти проблемы не всегда вызваны только материалом лезвия. Горизонтальный зазор, точность оправки, параллельность лезвий, скопление прокладок, условия установки и конфигурация зачистки также могут влиять на результат резки.
Почему возникают заусенцы и неправильные результаты резки
Различные результаты разрезания могут указывать на разные области, которые необходимо проверить.
|
Результат резки
|
Направление проверки
|
| Совершенно неравномерные заусенцы на всех полосах. |
Проверьте точность продольной резки и полный набор инструментов. |
| Нечетные или четные полосы невозможно полностью разделить. |
Проверьте выравнивание заплечика вала и зазор первой пары ножей. |
| На одной и той же стороне полос появляются регулярные заусенцы. |
Проверьте положение зачистки, заплечик сепаратора и начальный зазор. |
| Сплошные заусенцы по всей длине полосы. |
Проверьте биение вала и параллельность лезвий. |
| Некоторые полоски приемлемы, в то время как другие остаются дефектными. |
Проверьте накопленную погрешность лезвия и состояние поверхности лезвия. |
| Регулярные чрезмерные заусенцы с обеих сторон всех полос. |
Горизонтальный зазор может быть слишком большим. |
| Регулярное сжатие с обеих сторон всех полосок. |
Горизонтальный зазор может быть слишком мал |
Поэтому проблемы с продольной резкой горячекатаной стали следует оценивать путем совместной проверки лезвий, оправок, прокладок, зазора и условий установки, а не просто путем увеличения твердости лезвия.
Материалы лезвий для горячекатаной стали различной толщины
SENDA выбирает материалы лезвий в зависимости от толщины горячекатаной стали, прочности на разрыв, состояния поверхности и фактических требований к продольной резке.
|
Толщина горячекатаной стали
|
Доступные материалы лезвий
|
| <3,0 мм |
ЛС7, ЛС6, СКД11, HSS, СД-51, СД-56, Д2, Кр12Мов |
| 3,0–6,0 мм |
ЛС7, ЛС6, ЛС13, СКД11, HSS, СД-51, СД-56, Д2, Кр12Мов |
| >6,0 мм |
ЛС7, ЛС13, СКД11, HSS, СД-51, СД-56, Д2, Кр12Мов |
LS7, LS6 и LS13
LS7, LS6 и LS13 выбираются по диапазону толщин горячекатаной стали:
- LS7 можно использовать в трех основных диапазонах толщины.
- LS6 в основном используется для горячекатаной стали толщиной менее 6,0 мм.
- LS13 в основном используется для горячекатаной стали толщиной более 3,0 мм.
SKD11, D2 и Cr12MoV
SKD11, D2 и Cr12MoV — это категории материалов инструментальной стали, которые можно использовать для горячекатаной стали различной толщины. Окончательный выбор зависит от прочности полосы, масштаба поверхности, режущей нагрузки, скорости резки и риска сколов.
HSS
HSS доступен как категория материалов из быстрорежущей стали для различных диапазонов толщины. Конкретная марка HSS выбирается в соответствии с фактическими условиями резки.
СД-51 и СД-56
SD-51 и SD-56 могут использоваться для холоднокатаной и горячекатаной прокатки. Окончательный выбор по-прежнему зависит от толщины полосы, прочности и параметров машины.
Баланс твердости и прочности лезвия
HRC 62–64 доступен для соответствующих характеристик лезвий из инструментальной стали, но этот диапазон твердости не следует применять одинаково для каждого материала лезвия.
Конечная твердость зависит от:
- Материал лезвия
- Толщина горячекатаной стали
- Предел прочности
- Состояние окалины поверхности
- Внешний диаметр и толщина лезвия
- Скорость резки
- Новейшая нагрузка
- Риск сколов
Более высокая твердость может способствовать сохранению кромки и контролю износа, но прочность лезвия также следует учитывать при работе с более толстыми полосами, более высокими нагрузками резания или ударными условиями.
Поэтому материал лезвия и параметры термообработки следует выбирать в соответствии с конкретным применением резки. HRC 62–64 не является универсальной характеристикой твердости для всех лезвий для продольной резки горячекатаной стали.
Допуск толщины лезвия и параллельность
Точность лезвия меняется в зависимости от внешнего диаметра. Допуск по толщине ±0,001 мм не следует рассматривать как универсальный допуск для всех размеров лезвий.
|
Внешний диаметр лезвия
|
Допуск по толщине
|
Параллелизм
|
| ≤250 мм |
±0,001 мм |
0,002 мм |
| ≤340 мм |
±0,001 мм |
0,002 мм |
| ≤420 мм |
±0,001 мм |
0,002 мм |
| ≤550 мм |
±0,003 мм |
0,002 мм |
| ≤600 мм |
±0,005 мм |
0,005 мм |
В системе продольной резки с несколькими ножами могут накапливаться погрешности размеров отдельных лезвий и прокладок. Поэтому необходимо контролировать не только толщину каждого отдельного лезвия, но и весь набор инструментов.
Плоскостность лезвия по диаметру и толщине
Плоскостность лезвия зависит как от внешнего диаметра, так и от толщины лезвия.
|
Внешний диаметр лезвия
|
Толщина ≤1 мм
|
Толщина 1–2 мм
|
Толщина 2–5 мм
|
Толщина>5 мм
|
| ≤250 мм |
0,02 мм |
0,005 мм |
0,002 мм |
0,002 мм |
| ≤340 мм |
0,03 мм |
0,01 мм |
0,005 мм |
0,002 мм |
| ≤420 мм |
0,04 мм |
0,02 мм |
0,01 мм |
0,002 мм |
| ≤550 мм |
— |
— |
0,02 мм |
0,005 мм |
| ≤600 мм |
— |
— |
— |
0,01 мм |
Соответствующая плоскостность и параллельность помогают контролировать контакт лезвия, локализованную режущую нагрузку, неравномерный износ и изменение краев готовых прорезей.
Шероховатость и отделка поверхности
Стандартная шероховатость поверхности лопатки Ra 0,2 мкм. Для применимых прецизионных размеров шероховатость полированной поверхности может достигать Ra 0,1 мкм.
|
Параметр поверхности
|
Спецификация
|
| Стандартная шероховатость поверхности |
Ра 0,2 мкм |
| Шероховатость полированной поверхности |
Ра 0,1 мкм |
| Основной применимый диапазон для Ra 0,1 мкм |
Соответствующие размеры лопаток с наружным диаметром ≤420 мм. |
| Поверхностная обработка |
Отшлифовано, притерто и отполировано |
Исходный термин «Округлость поверхности: Ra 0,1 мкм» следует исправить на «Шероховатость поверхности», поскольку Ra относится к шероховатости поверхности, а не к круглости.
Справочная информация о горизонтальном зазоре между отвалами
Горизонтальный зазор полотна изначально выбирается в зависимости от толщины полосы и прочности на разрыв.
|
Материал и прочность на разрыв
|
Горизонтальный зазор в процентах от толщины полосы
|
| Мягкий алюминий, медь и латунь, ≤100 МПа |
3%–5% |
| Мягкая сталь, медный сплав и твердый алюминий, ≤240 МПа |
Примерно 10% |
| Сталь средней твердости и мягкая нержавеющая сталь, примерно 420–620 МПа. |
Примерно 12–15% |
| Нержавеющая сталь и высоколегированная сталь, примерно 700–1310 МПа. |
Примерно 15–25% |
Для горячекатаной стали основными нормативными диапазонами являются:
- Более мягкая горячекатаная сталь с пределом прочности на растяжение ≤240 МПа: начальный зазор составляет примерно 10 % толщины полосы.
- Горячекатаная сталь средней прочности с пределом прочности около 420–620 МПа: начальный зазор около 12–15% толщины полосы.
Эти значения являются исходными настройками. Окончательный зазор должен быть отрегулирован в соответствии с фактической маркой стали, толщиной, состоянием режущей кромки, точностью станка и требуемым профилем срезанной кромки.
Чрезмерный зазор может привести к регулярному образованию заусенцев. Недостаточный зазор может привести к увеличению сжатия материала, нагрузке на режущую кромку или ненормальному износу.
Как работают вращающиеся ножи для продольной резки
После того, как рулон горячекатаной стали поступает на линию продольной резки, верхние и нижние вращающиеся ножи устанавливаются на соответствующие оправки. Лезвия, проставки и прокладки располагаются в соответствии с требуемой шириной полосы.
Процесс резки включает в себя:
- Рулонная горячекатаная сталь поступает на линию продольной резки.
- Поворотные лопасти расположены на верхней и нижней оправках в соответствии с заданной шириной.
- Стальные проставки контролируют положение лезвий и ширину готовой полосы.
- Прокладки используются для точной настройки положения лезвия и горизонтального зазора.
- Верхние и нижние лопасти образуют необходимый горизонтальный зазор и перекрытие.
- Рулонная сталь непрерывно разрезается при прохождении через кромки лезвия.
- Резиновые кольца и съемные кольца обеспечивают прижим, направление и удаление полосы.
- Разрезанные полосы продолжают поступать на перемотку или на последующую обработку.
Качество резки зависит не только от остроты лезвия, но также от состояния оправки, точности лезвия, настройки зазора и совокупных размеров всего набора инструментов.
Комплексная оснастка для линий продольной резки горячекатаной стали
SENDA может настроить лезвия и вспомогательные инструменты в соответствии с продольно-резательной машиной, заданной шириной полосы и структурой набора инструментов.
|
Инструментальный компонент
|
Основная функция
|
| Роторные лезвия для продольной резки |
Выполняем непрерывную продольную резку |
| Стальные прокладки |
Контролируйте положение лезвия и ширину готовой полосы. |
| прокладки |
Точная настройка положения лезвия и горизонтального зазора |
| Кольца НБР |
Рекомендуется для горячекатаных материалов для прижима, направления и поддержки зачистки. |
| ПУ кольца |
Опционально для горячекатаных материалов |
| Стальные съемные кольца |
Надавите, направьте и удалите узкие полоски. |
| Инструменты-сепараторы |
Отделите и направьте прорезанные полосы |
Для горячекатаных материалов рекомендуется использовать кольца из NBR, а кольца из полиуретана можно выбирать в зависимости от состояния станка и поверхности материала.
Как выбрать дисковые ножи для продольной резки горячекатаной стали
1. Подтвердите параметры горячекатаной стали.
Пожалуйста, предоставьте:
- Марка стали горячекатаной
- Толщина полосы
- Предел прочности
- Состояние поверхности
Эта информация используется для определения материала лезвия, твердости и начального горизонтального зазора.
2. Подтвердите размеры лезвия и оправки.
Пожалуйста, предоставьте:
- Внешний диаметр лезвия
- Внутренний диаметр лезвия
- Толщина лезвия
- Размеры беседки
- Отверстие и конструкция установки
- Существующий чертеж лезвия или физический образец
Также должны быть указаны любые требования к чертежам относительно плоскостности, параллельности, концентричности, радиуса, фаски или геометрии режущей кромки.
3. Подтвердите условия производства
Пожалуйста, предоставьте:
- Скорость резки
- Ширина целевой полосы
- Модель продольно-резательной машины
- Конфигурация инструмента с несколькими ножами
Некоторые высокоскоростные линии продольной резки, обрабатывающие холоднокатаную и горячекатаную сталь толщиной примерно 0,5–2,7 мм, имеют стандартную скорость примерно 305 м/мин. Фактическая рабочая скорость по-прежнему зависит от толщины полосы, прочности на разрыв, размеров лезвия и состояния машины. Эту скорость не следует применять равномерно во всем диапазоне толщин 0,1–24 мм.
4. Подтвердите текущую проблему резки.
Фотографии кромки прорези, режущей кромки лезвия и состояния износа могут помочь оценить:
- Положение и направление заусенцев
- Выкрашивание лезвия
- Неравномерный износ лезвия
- Изменение ширины полосы
- Нож заклинивающий
- Нестабильная зачистка
5. Подтвердите требования к вспомогательным инструментам.
Пожалуйста, подтвердите, требует ли заказ:
- Стальные проставки
- прокладки
- Кольца из NBR или PU
- Стальные съемные кольца
- Инструменты-сепараторы
От анализа чертежей к контролю размеров
Лезвия для продольной резки горячекатаной стали должны соответствовать существующим оправкам, проставкам и комплекту инструментов заказчика. SENDA может производить лезвия по чертежам заказчика, существующим размерам лезвий или физическим образцам. Утвержденный чертеж используется в качестве основы для производства и контроля готовой продукции.
Обзор чертежей и параметров
Перед производством техническая информация проверяется для подтверждения:
- Внешний диаметр, внутренний диаметр и толщина лезвия
- Размеры фитинга от отверстия к оправке
- Требования к плоскостности и параллельности
- Требования к концентричности
- Радиус, фаска и передовая конструкция
- Допуски размеров и контрольные данные показаны на чертеже.
Материал лезвия, твердость и класс точности также выбираются в зависимости от толщины горячекатаной стали, прочности на разрыв и реальных условий резки.

Проверка размеров готового лезвия
После механической обработки размеры готовой лопатки и состояние поверхности проверяются по утвержденному чертежу и требованиям заказа. Это помогает подтвердить, что лезвия соответствуют существующим оправкам и конфигурации инструментов заказчика.
Объекты проверки могут включать в себя:
- Внешний диаметр
- Внутренний диаметр
- Толщина лезвия
- Размеры, указанные на чертеже
- Состояние режущей кромки и поверхности
- Размерное соответствие полных комплектов инструментов
Производственный процесс
SENDA производит промышленный инструмент для продольной резки из кованых легированных инструментальных сталей, быстрорежущих сталей, патентованных сталей и высокопроизводительных сталей, полученных методом порошковой металлургии.
Основной производственный процесс включает в себя:
- Обзор приложения и чертежа
- Материал лезвия и подтверждение твердости
- Подготовка сырья и ковка
- Термообработка в вакууме или термообработка в соляной ванне.
- Закалка
- Размерная обработка с ЧПУ
- Внутреннее и наружное круглое шлифование.
- Прецизионное шлифование поверхности
- Передовая обработка
- Притирка или полировка
- Проверка размеров и поверхности
- Защита от ржавчины и упаковка
Фактический производственный маршрут может варьироваться в зависимости от материала лезвия, размеров и требований к точности.
Инспекция и контроль качества
SENDA использует анализ материалов, проверку размеров и проверку поверхности для контроля сырья, производственных процессов и готовых лезвий.
|
Объект проверки
|
Содержание проверки
|
| Спектральный анализ |
Проверяет химический состав материала |
| Металлографический анализ |
Оценивает микроструктуру материала |
| Неразрушающий контроль |
Проверяет дефекты материалов или продукции |
| Проверка наружного и внутреннего диаметра |
Проверяет внешний и внутренний диаметры по утвержденному чертежу. |
| Проверка толщины |
Проверяет толщину лезвия |
| Проверка плоскостности |
Проверяет плоскостность лезвия. |
| Проверка параллельности |
Проверяет параллельность рабочих поверхностей. |
| Проверка концентричности |
Проверяет концентрическое соотношение между отверстием и наружным диаметром. |
| Проверка шероховатости поверхности |
Проверяет шероховатость шлифованной или полированной поверхности. |
| Новейший контроль |
Проверяет наличие сколов, заусенцев и состояния шлифовки. |
Конкретные объекты проверки определяются в зависимости от материала лезвия, размеров, чертежей и требований заказа.
Упаковка и доставка
|
Элемент
|
Спецификация
|
| минимальный заказ |
2 шт. |
| Срок поставки |
30–35 дней |
| Защита от ржавчины |
Антикоррозийное масло |
| Внутренняя защита |
Защитная пластиковая упаковка |
| Внешняя упаковка |
Прочный фанерный корпус |
| Условия оплаты |
LC, D/A, D/P, T/T, Western Union |
| Сертификация |
ИСО 9001 |
| Место происхождения |
Китай |
Перед упаковкой лезвия получают защиту от ржавчины. Защитная полиэтиленовая упаковка и прочный фанерный кейс помогают снизить риск попадания влаги, коррозии и режущих повреждений при транспортировке.
Часто задаваемые вопросы
Какие материалы доступны для изготовления ножей для продольной резки горячекатаной стали?
Доступные материалы: LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 и Cr12MoV. LS7, LS6 и LS13 выбираются в зависимости от толщины горячекатаной стали. Другие материалы выбираются в зависимости от прочности полосы, состояния поверхности и фактических требований к продольной резке.
Какую толщину горячекатаной стали могут обрабатывать лезвия?
Текущий диапазон толщины резки составляет 0,1–24 мм. Разная толщина, прочность и состояние станка требуют разных материалов лезвий, твердости, размеров, зазора и рабочих скоростей.
Подходит ли HRC 62–64 для любого материала лезвия?
Номер HRC 62–64 доступен только для соответствующих спецификаций лезвий из инструментальной стали. Стали серии LS, материалы HSS, серии SD и другие марки требуют подбора твердости в соответствии со свойствами материала и реальными условиями эксплуатации.
Какой горизонтальный зазор следует использовать при продольной резке горячекатаной стали?
Для более мягкой горячекатаной стали с пределом прочности на растяжение ≤240 МПа в качестве исходной нормы можно использовать примерно 10 % толщины полосы. Для горячекатаной стали средней прочности с давлением примерно 420–620 МПа в качестве исходного ориентира можно использовать примерно 12–15%. Окончательный зазор следует регулировать в соответствии с фактическим профилем срезанной кромки, состоянием заусенцев, точностью станка и состоянием полотна.
Какую точность лезвия может обеспечить SENDA?
В зависимости от диаметра лезвия допуск по толщине может достигать ±0,001 мм, а параллельность - 0,002 мм. Стандартная шероховатость поверхности составляет Ra 0,2 мкм, тогда как применимые спецификации полировки могут достигать Ra 0,1 мкм.
Какая информация необходима для коммерческого предложения?
Пожалуйста, укажите марку горячекатаной стали, толщину, прочность на разрыв, скорость резки, ширину целевой полосы, наружный диаметр лезвия × внутренний диаметр × T, размеры оправки, текущий материал лезвия, текущие проблемы с продольной резкой, чертеж и необходимое количество.
Информация, необходимая для индивидуального предложения
Чтобы определить подходящий материал лезвия, твердость, точность размеров и конфигурацию инструмента, предоставьте:
- Марка стали горячекатаной
- Толщина горячекатаной стали
- Предел прочности
- Скорость резки
- Ширина целевой полосы
- Внешний диаметр лезвия, внутренний диаметр и толщина
- Размеры беседки
- Текущий материал лезвия
- Текущая проблема с заусенцами, сколами или износом.
- Требуются проставки, резиновые кольца или съемные кольца.
- Технический чертеж лезвия
- Существующие фотографии лезвий или физические размеры
- Требуемое количество
Загрузите чертеж своего лезвия и укажите толщину горячекатаной стали, прочность на разрыв и параметры линии продольной резки для материала, размерные допуски и полный обзор оснастки.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!